





Шкаф силовой напольный производители
Когда ищешь производителей силовых напольных шкафов, часто упираешься в одно: все обещают ГОСТ, модульность, качественную сталь. А на деле? На деле оказывается, что толщина металла в 1.5 мм в одних каталогах — это покрашенный лист, а в других — уже с цинковым слоем, и разница в коррозионной стойкости лет на пять. Или вот болтовые соединения против сварных каркасов — спор вечный, но в цеху, где шкафы потом трясет в фуре полтысячи километров, сварной каркас иногда показывает себя неожиданно хрупким, если ребра жесткости не там расставлены. Многие, особенно те, кто только закупается, гонятся за низкой ценой за единицу, забывая, что силовой шкаф — это не просто ящик, а система, где важна каждая мелочь: от расположения монтажных пластин внутри до типа петель на дверях, которые через полгода интенсивного обслуживания могут начать провисать, если производитель сэкономил на подшипниках.
Что на самом деле скрывается за ?производителем?
Тут важно разделять. Есть заводы-изготовители, которые гнут металл, варят, красят и комплектуют все сами, начиная от шин и заканчивая клеммниками. А есть сборщики, которые закупают готовые корпуса у одних, аппаратуру у других и просто свозят это в один цех. И те, и другие называют себя производителями. Для простого щита управления, может, разницы и нет. Но для силового напольного шкафа на 1000 А, который будет стоять в сыром цеху у химиков, — разница критическая. У первого производителя ответственность за всю конструкцию единая, он знает, как его покраска поведет себя с его же уплотнениями. У второго — если потечет по шву, краска винит уплотнитель, поставщик уплотнителя — качество сварки. Заказчик месяц ждет разбирательств.
Вот, к примеру, смотрю на сайт ООО Чэнду Тайюань Электрическое Полное Оборудование Оборудования. Компания с 1991 года, что уже о многом говорит — пережила несколько смен стандартов и технологий. Важный момент: они начали со строительной техники и распредоборудования, а к 2006 году полностью перепрофилировались в специализированного производителя ВН и НН оборудования до 40.5 кВ. Это не просто смена вывески. Это обычно означает, что накоплен серьезный опыт именно в силовой части, в работе с большими токами, дугогашением, теплоотводом. Для напольного шкафа это ключево. Площадь в 35 000 м2 — это не просто цифра для брошюры. Это возможность иметь свой полный цикл, включая испытательные стенды, что для конечного продукта означает меньший риск ?детских болезней? после монтажа.
Часто упускают из виду логистику и адаптацию. Завод в пригороде Чэнду — это, с одной стороны, доступ к хорошей металлобазе и кадровому пулу инженеров. С другой — для российского рынка это означает длинную цепочку поставок. Хороший производитель это учитывает на этапе проектирования: усиливает упаковку, предусматривает разборные конструкции для удобства транспортировки или, наоборот, особо прочную сварку, чтобы геометрия не повела себя от перепадов температуры и влажности в контейнере. Это те детали, о которых в каталоге не пишут, но которые всплывают в первом же разговоре с технологом.
Ключевые узлы, на которые стоит смотреть в первую очередь
Каркас. Основа основ. Часто предлагают стандартную конструкцию из профиля. Но для действительно мощного шкафа, где будут тяжелые выключатели, иногда нужна усиленная рама с дополнительными стойками. Хороший признак, когда производитель спрашивает не только токи, но и массу аппаратуры, которую планируешь внутрь ставить, и предлагает разные варианты каркаса. У того же Чэнду Тайюань, судя по ассортименту (шинопроводы, коробочные подстанции), подход должен быть системный — они понимают, что шкаф редко стоит один, он часть линии.
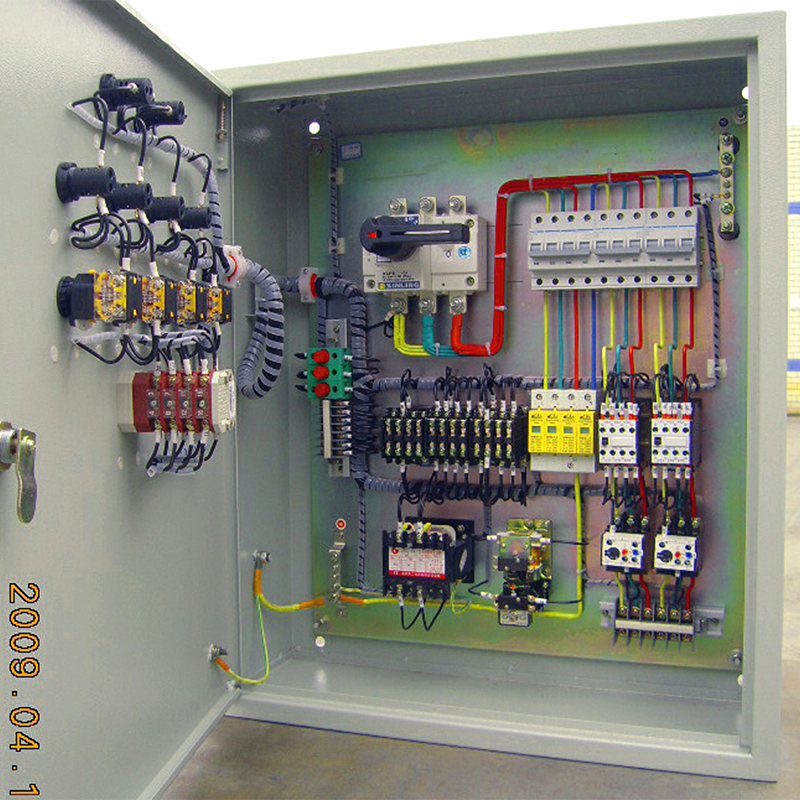
Двери и уплотнения. Тут много подводных камней. Петли с фиксацией открывания под 90, 120, 180 градусов — мелочь, но сильно облегчающая жизнь монтажникам и обслуживающему персоналу. Уплотнитель по периметру — часто экономят, ставят дешевую резину, которая дубеет на морозе или ?плывет? от масел в атмосфере цеха. Надо спрашивать конкретно о материале. Вентиляция и обогрев. Стандартные перфорированные панели или вентиляторы — это полдела. Важно, как организован воздушный поток внутри, чтобы не было застойных зон перегрева рядом с мощными пускателями. Иногда видишь красивый шкаф, а внутри все аппараты стоят вплотную друг к другу — проектировщик явно не консультировался с теми, кто будет его обслуживать.
Лакокрасочное покрытие. Обычно пишут ?порошковая покраска?. Но подготовка поверхности — это 70% успеха. Фосфатирование, цинкование? Для агрессивных сред это необходимость. Помню случай, когда для объекта у моря заказали шкафы с обычной краской по металлу. Через год началась коррозия по сварным швам и кромкам. Пришлось снимать, зачищать, перекрашивать. Дороже вышло. Теперь всегда уточняю среду эксплуатации и советую заказчику не экономить на этом пункте, даже если производитель говорит, что ?и так сойдет?.
Проектирование и ошибки, которых можно избежать
Самая частая ошибка — недостаточный запас по местам. Заказчик предоставляет схему, все аппараты вроде бы помещаются. Но забывают про кабельные вводы, про запасы проводов для подключения, про пространство для рук монтажника с инструментом. В итоге внутри теснота, подключить сложно, обслуживать невозможно. Хороший производитель, имеющий свой отдел проектирования, как указано на cdtydq.ru, обычно запрашивает не просто схему, а однолинейную с указанием типов аппаратов и даже предпочтительных марок. Их инженеры могут предложить оптимальную компоновку, иногда даже более удачную, чем изначальная.
Еще один момент — универсальность против специализации. Некоторые хотят шкаф ?на все случаи жизни?, с кучей резервных мест. Это увеличивает габариты, вес и цену. Часто оказывается, что проще и дешевле заказать два специализированных шкафа под разные задачи. Например, силовую часть с выключателями и компенсаторами реактивной мощности в один, а управление и автоматику — в другой, более легкий и с другой системой вентиляции. Компании, которые, как ООО Чэнду Тайюань, занимаются и проектированием, и монтажом, обычно это хорошо понимают и могут предложить разбивку на модули.
Недооценка обслуживания. При проектировании не думают, как менять вышедший из строя автомат или силовой контактор. Сделают глухую заднюю стенку, аппараты поставят вглубь. Чтобы его заменить, нужно отключить полцеха, снимать полшкафа. Грамотное проектирование предполагает легкий доступ ко всем критичным элементам, часто с фронтальной стороны. Это тот самый ?опыт?, который отличает производителя, который видел свои изделия в работе через 5-10 лет, от того, кто просто собирает по чертежам.
Сложности с поставками и логистикой
Сроки. Всегда закладывай запас. Особенно если нужна нестандартная окраска или комплектация редкими аппаратами. Стандартный силовой шкаф у крупного производителя может быть на складе или собираться за 2-3 недели. Но если нужны особые испытания (например, на сейсмостойкость для Дальнего Востока) или согласование каждого этапа с заказчиком — сроки растут. Компания с полным циклом на своей площадке, как упомянутая, здесь имеет преимущество — меньше зависимость от субпоставщиков.
Документация. Казалось бы, мелочь. Но сколько раз получал шкафы с паспортами только на русском, где схемы нарисованы не по ГОСТ, а условные обозначения — плод фантазии переводчика. Это создает огромные проблемы для приемочной комиссии и дальнейшей эксплуатации. Нормальный производитель, работающий на международный рынок, предоставляет документацию на нескольких языках, с четкими схемами, монтажными чертежами и, что важно, сертификатами соответствия на материалы и готовое изделие. Наличие собственных мощностей по проектированию обычно гарантирует и качество этой документации.
Таможня и сертификация. При ввозе оборудования — отдельная история. Ответственный производитель помогает с пакетом документов для таможенного оформления (технические описания, паспорта, сертификаты происхождения). И, что критично, заранее продумывает, чтобы его изделие соответствовало не только китайским или международным стандартам, но и ключевым требованиям ТР ТС, например, по пожарной безопасности. Это видно по тому, какие материалы используются (самозатухающий пластик, негорючая краска).
Итог: как выбрать и не пожалеть
Итак, ища производителя силового напольного шкафа, не останавливайся на первом попавшемся в поиске. Посмотри историю компании. 30 лет на рынке, как у Чэнду Тайюань, — это не гарантия, но серьезный аргумент. Значит, пережили кризисы, адаптировались к новым стандартам, накопили базу решений. Оцени, есть ли полный цикл. Заводские площади в 35 000 м2 — это возможность контролировать качество на всех этапах, от резки металла до окончательных испытаний под нагрузкой.
Задавай конкретные вопросы не менеджерам по продажам, а по возможности инженерам. Про толщину металла, про обработку кромок, про тип уплотнителей, про испытания изоляции. Ответы в стиле ?все по стандарту? без конкретики — тревожный звоночек. Проси фото реальных производственных процессов, цехов, готовых изделий для других проектов. Узнавай, есть ли у них реализованные объекты в условиях, похожих на твои.
И главное — помни, что хороший силовой шкаф это не расходный материал. Это долгосрочная инвестиция в надежность всей твоей электроустановки. Экономия в 10-15% на этапе закупки может обернуться многократными затратами на ремонт, простой производства и головную боль для службы главного энергетика. Поэтому выбор производителя — это в первую очередь выбор надежного партнера, который понимает суть твоей задачи и отвечает за конечный результат, а не просто продает железный ящик.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Мобильная испытательная станция
Мобильная испытательная станция -
 Экран постоянного тока
Экран постоянного тока -
 Кабельная распределительная коробка для высоковольтных линий
Кабельная распределительная коробка для высоковольтных линий -
 Распределительный шкаф для питания XL-21
Распределительный шкаф для питания XL-21 -
 Имитация шкафа Rittal
Имитация шкафа Rittal -
 Кабельный распределительный шкаф с твердой изоляцией
Кабельный распределительный шкаф с твердой изоляцией -
 Шкаф с промежуточной установкой KYN61-40.5
Шкаф с промежуточной установкой KYN61-40.5 -
 Высоковольтный преобразователь частоты
Высоковольтный преобразователь частоты -
 Вытяжной низковольтный распределительный шкаф GCS
Вытяжной низковольтный распределительный шкаф GCS -
 Кабельный распределительный шкаф с газовой изоляцией
Кабельный распределительный шкаф с газовой изоляцией -
 Кабель-канал
Кабель-канал -
 Шкаф управления
Шкаф управления
Связанный поиск
Связанный поиск- Купить конденсаторный шкаф
- Компактные распределительные шкафы в Китае
- Комплектное распределительное устройство поставщики
- Низковольтный шкаф производитель
- щит распределительный встраиваемый щрв п
- Коробка распределительная 100 производители
- Знаменитый распределительный шкаф освещения
- отличная встраиваемая распределительная коробка встраиваемая abb
- Распределительный монтажный шкаф производитель
- Оптовая крытый шкаф высокого напряжения