





Распределительный пункт производитель
Вот скажи, когда слышишь ?распределительный пункт производитель?, что первое в голову приходит? Наверное, цех, где штампуют щиты, панели, собирают их в нечто готовое. И в этом кроется главный подводный камень — сведение всей сути к простому изготовлению железа. На деле, если ты реально занимался этим, то знаешь, что ключевое слово здесь не ?производитель?, а ?распределительный пункт? как система. Потому что можно сделать идеальный с технической точки зрения шкаф, но он окажется бесполезным на объекте, если не учитывал тысячу нюансов от места установки до будущего обслуживания. Многие, особенно те, кто приходит в отрасль из смежных областей, думают, что главное — это чертежи и ГОСТы. А опыт показывает, что часто важнее понимание, как этот пункт будет жить дальше: как его будут монтировать, как подключать кабели, как в будущем электрик будет добираться до того же разъединителя, не отключая половину цеха. Вот об этих тонкостях, которые не пишут в каталогах, и хочется порассуждать.
От чертежа до ?железа?: где теряется функциональность
Начну с проектирования. Казалось бы, все просто: заказчик дает ТЗ, ты делаешь схему, компоновку, отдаешь в цех. Но вот именно на этапе компоновки случаются первые провалы. Я помню один из наших ранних заказов, еще в середине 2000-х. Сделали пункт для небольшой котельной — все по уму, компактно, все аппараты встали как влитые. Привезли на объект, а монтажники руки разводят: клеммные отсеки оказались в такой ?глухой? зоне, что для затяжки кабеля на 95 мм2 нужно было чуть ли не демонтировать соседнюю панель. Пришлось срочно переделывать фронтальную часть, нести убытки. Вывод? Производитель должен думать не только о том, как это собрать на заводе, но и как это будут собирать и обслуживать в полевых условиях. Теперь мы всегда просим у заказчика не только электрическую схему, но и планировку помещения, примерные трассы кабельных каналов. Иногда даже предлагаем выезд нашего технолога на место будущего монтажа — это спасает от множества проблем.
И еще момент по аппаратуре. Есть соблазн взять что подешевле, особенно если заказчик давит на стоимость. Но здесь нельзя идти на поводу. Мы, например, после нескольких инцидентов с отказом дешевых импортных автоматических выключателей в ответственных цепях, выработали жесткое правило: силовую часть комплектуем только аппаратурой проверенных брендов, с реальными, а не ?бумажными? сертификатами. Да, это дороже. Но когда речь идет о распределительном пункте для насосной станции или производственной линии, его надежность — это не просто слова, это предотвращение простоев, которые могут стоить в десятки раз дороже самой аппаратуры. Объяснить это заказчику — часть нашей работы как производителя.
Кстати, о комплектации. Часто забывают про ?мелочи?: маркировку, документацию, запасные части. Раньше мы клали в комплект паспорт на русском, схему и все. Пока один из наших постоянных клиентов, сервисный инженер с 30-летним стажем, не сказал: ?Ребята, а где у вас рекомендации по расключению? Где таблица моментов затяжки для разных сечений? Где список рекомендованных запчастей (тех же предохранителей) с артикулами??. Теперь мы формируем полноценное руководство по эксплуатации, куда включаем и такие практические советы. Для нас это стало частью продукта. Как и нормальная, стойкая к истиранию маркировка проводов и шинок внутри шкафа — не та, что стирается от одного прикосновения.
Специализация vs Универсальность: путь одного производителя
Интересно проследить, как менялся подход к самому понятию ?производитель?. Возьмем, к примеру, компанию ООО Чэнду Тайюань Электрическое Полное Оборудование Оборудования. На их сайте https://www.cdtydq.ru видна четкая эволюция. Начинали в 91-м со строительной техники и того самого широкого спектра распределительного оборудования — типичный путь универсального завода. Но к 2006 году произошел ключевой поворот — они сфокусировались на сегменте ВН и НН до 40.5 кВ. Это важный момент. Быть всем для всех — путь в никуда, особенно в электротехнике. Ты не можешь одинаково хорошо делать и боксовые подстанции, и кабельные лотки, и светильники. Фокус на высоковольтное и низковольтное оборудование позволил углубиться в специфику, накопить экспертизу именно в этой нише. Это видно и по ассортименту: шинопроводы, комплектные трансформаторные подстанции (КТП), аксессуары — все вокруг одной темы.
Их локация в промышленной зоне Синьду под Чэнду и площадь в 35 тыс. м2 — это не просто цифры для ?шапки? сайта. Это говорит о серьезных производственных мощностях. Для производителя распределительных пунктов наличие собственной большой площадки — это возможность организовать полный цикл, от металлообработки (раскрой, гибка, сварка корпусов) до покраски и финальной сборки. Это контроль качества на каждом этапе. Когда ты зависишь от субподрядчиков для изготовления корпусов, ты всегда в заложниках у их графиков и брака.
Но что действительно выделяет такого производителя, так это заявленная готовность брать заказы на проектирование, монтаж и ремонт. Это уже не просто ?производим и отгружаем?. Это переход в категорию инжиниринговой компании. И это правильно. Потому что самый лучший распределительный пункт можно испортить кривым монтажом. А имея своих монтажные бригады, которые знают продукт изнутри, производитель гарантирует, что его изделие будет смонтировано так, как задумано. Это огромное конкурентное преимущество и для заказчика — он получает единую ответственность ?под ключ?.
Материалы и исполнение: что не видно на картинке
Говоря о качестве, всегда упираешься в материалы. Корпус. Казалось бы, оцинкованная сталь, толщина 2 мм — стандарт. Но вот нюанс: качество самой оцинковки и подготовка поверхности перед покраской. Видел пункты, где через пару лет в агрессивной среде (та же котельная с перепадами влажности) краска начала пузыриться и отставать именно потому, что обезжиривание и фосфатирование были сделаны спустя рукава. Мы сейчас перешли на порошковую покраску с предварительной пескоструйной обработкой для ответственных объектов. Да, это удорожание. Но когда заказчик приезжает через 5 лет и видит, что шкаф как новый, — это лучшая реклама.
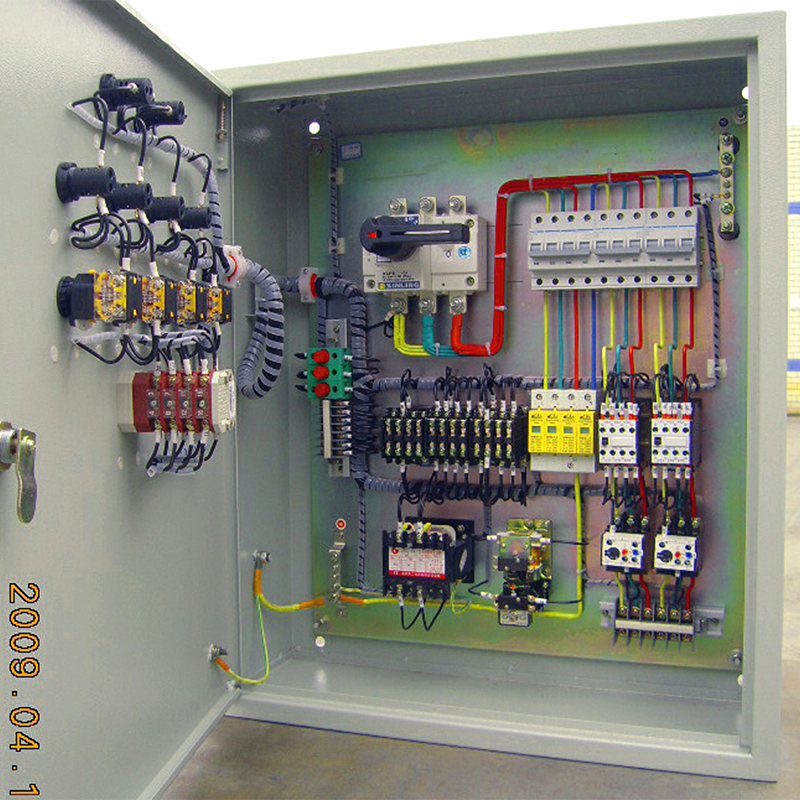
Внутренняя сборка. Здесь культура производства решает все. Разболтанные DIN-рейки, небрежная укладка проводов, оставшиеся внутри стружка и обрезки — признаки кустарщины. Настоящий производитель уделяет внимание чистоте на сборочном стенде. Провода укладываются в жгуты, фиксируются стяжками, оставляется запас для удобства монтажа на объекте. Все болтовые соединения протягиваются динамометрическим ключом. У нас на каждый пункт заводится карта, где сборщик ставит подпись за каждый узел. Это не бюрократия, это traceability — прослеживаемость. Если вдруг на объекте проблема, мы можем посмотреть, кто и когда собирал этот модуль.
Исполнение по IP и климатике. Часто заказчик просит ?стандартное? IP54. Но если пункт стоит на улице в регионе с морозами под -40, одного IP мало. Нужно думать об обогреве, об уплотнителях, которые не дубеют на холоде, о материале стекла смотрового окна. А если это взрывоопасная зона? Тогда совсем другая история, с сертификатами, особой конструкцией и продуманной вентиляцией (или ее отсутствием). Универсальных решений нет. Поэтому диалог с заказчиком на этапе обсуждения технических условий — это 70% успеха. Надо задавать правильные вопросы: ?Где будет стоять? Какая температура зимой? Есть ли прямые солнечные лучи? Есть ли химические испарения??. Ответы на них определят и материал корпуса, и тип покраски, и комплектацию.
Логистика и постпродажка: то, о чем вспоминают поздно
Отгрузил продукт — и забыл? Нет, так не работает. Особенно с распределительными пунктами, которые часто имеют нестандартные габариты. Организация отгрузки — отдельная головная боль. Как упаковать, чтобы не помять углы при перегрузке? Как закрепить на фуре, чтобы не ?гулял? в пути? Мы однажды отгрузили КТП, не учли, что маршрут будет с разбитой дорогой. Приехал — погнута рама, сместились внутренние блоки. Пришлось отправлять бригаду на место для ремонта. Теперь для негабаритных заказов всегда разрабатываем индивидуальную схему крепления в кузове и страховку.
А послепродажное обслуживание? Для производителя это не обуза, а возможность долгосрочных отношений. Речь не только о гарантийном ремонте. Чаще нужны консультации: ?Как подключить дополнительную секцию??, ?Где найти схему для этого реле, которое вы ставили 8 лет назад??, ?Можно ли докупить такие же шинные мосты??. Если у производителя есть архив проектов и он готов оперативно реагировать, клиент привязан к нему надолго. Мы, например, ведем базу по всем отгруженным пунктам (с разрешения заказчика, конечно). Это помогает быстро найти нужные чертежи или спецификацию даже для старого оборудования.
И, конечно, модернизация. Технологии не стоят на месте. Появляются новые системы мониторинга, умные счетчики, устройства плавного пуска. Хороший производитель должен быть в курсе трендов и предлагать решения по модернизации существующих распределительных пунктов, а не просто агитировать купить новый. Иногда достаточно добавить шкафчик управления с новой автоматикой, врезать его в существующую систему. Это выгоднее для клиента и демонстрирует гибкость производителя.
Вместо заключения: что в итоге значит быть производителем
Так что же в итоге? Распределительный пункт производитель — это не просто фабрика, штампующая изделия по ТЗ. Это, в идеале, инжиниринговый партнер, который берет на себя ответственность за весь жизненный цикл устройства: от совместного с заказчиком обсуждения задачи и проектирования, через качественное изготовление на своих мощностях (как у той же ООО Чэнду Тайюань с их площадью в 35 тыс. м2), грамотную логистику, поддержку при монтаже и вплоть до постпродажного сопровождения и возможной модернизации.
Ключевое — понимание, что ты делаешь не просто ?железо?. Ты создаешь ключевой узел энергосистемы заказчика, от надежности которого зависит бесперебойность его бизнеса. Эта ответственность и должна быть в головах у всех — от конструктора до сборщика. И когда это работает, исчезает формальное отношение, появляется та самая ?практическая сметка?, которая отличает продукт, сделанный с пониманием дела, от безликой коробки с аппаратурой. Именно к этому, мне кажется, и нужно стремиться в этой непростой, но безумно интересной отрасли.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Уличный распределительный шкаф XLW
Уличный распределительный шкаф XLW -
 Предустановленная кабина
Предустановленная кабина -
 Шкаф для мультимедийного оборудования
Шкаф для мультимедийного оборудования -
 Высоковольтный преобразователь частоты
Высоковольтный преобразователь частоты -
 Имитация шкафа Rittal
Имитация шкафа Rittal -
 Шкаф с промежуточной установкой KYN28-12
Шкаф с промежуточной установкой KYN28-12 -
 Взрывозащищенный распределительный шкаф
Взрывозащищенный распределительный шкаф -
 Шкаф с промежуточной установкой KYN61-40.5
Шкаф с промежуточной установкой KYN61-40.5 -
 Высоковольтная коммутационная станция
Высоковольтная коммутационная станция -
 Шкаф управления
Шкаф управления -
 Кабельная распределительная коробка для высоковольтных линий
Кабельная распределительная коробка для высоковольтных линий -
 Европейский трансформаторный шкаф
Европейский трансформаторный шкаф
Связанный поиск
Связанный поиск- Термоусадка для распределительных шкафов основная страна покупателя
- Ведущие встраиваемые распределительные коробки щрв п 36
- Знаменитый экологически чистый надувной шкаф с газовой изоляцией
- Ктп
- Щит распределительный встраиваемый iek производитель
- Дешевые распределительные шкафы
- Щит распределительный встраиваемый 24 производители
- Ведущий щрв п 24 встраиваемые распределительные коробки
- Шкаф распределительный встраиваемый оптом щрв п
- Коммутационная подстанция основная страна покупателя