





Распределительные коммутационные станции
Когда говорят о распределительных коммутационных станциях, многие представляют себе просто металлический ящик с рубильниками где-нибудь на окраине промзоны. Это, конечно, самое большое заблуждение. На деле — это нервный узел, от которого зависит, будет ли ток идти стабильно или объект периодически погрузится в темноту. И здесь важно всё: от расчёта токов КЗ и выбора аппаратов до, казалось бы, мелочи вроде качества сварки каркаса или организации вентиляции. Слишком много раз видел, как проектировщики, экономя на мелочах, закладывают проблемы на годы вперёд.
От чертежа до бетонной плиты: где кроются первые сложности
Начнём с фундамента, в прямом смысле. Часто заказчик, получив проект, торопится залить плиту. А потом выясняется, что анкерные болты не совпадают с отверстиями в каркасе станции, которую уже везут с завода. Приходится высверливать, ослабляя конструкцию. Или классика — не учтён дренаж. Весной камера превращается в бассейн, оборудование ржавеет. Это базовые вещи, но их упускают с пугающей регулярностью.
Сам каркас. Казалось бы, что сложного? Но вот пример: однажды заказывали станцию у проверенного производителя, вроде бы всё по ГОСТ. Смонтировали, через полгода — трещины по сварным швам на дверях. Оказалось, металл был с повышенным содержанием углерода, ?холодный? шов не выдержал ветровых нагрузок. Пришлось усиливать. Теперь всегда лично интересуюсь сертификатами на сталь, особенно для объектов в ветреных районах.
И здесь стоит отметить, что не все производители относятся к этому с должной ответственностью. В последнее время на рынке появились компании, которые строят свой подход на глубокой специализации. Например, ООО Чэнду Тайюань Электрическое Полное Оборудование Оборудования — они с 1991 года прошли путь от производства стройтехники до фокуса на высоковольтном и низковольтном оборудовании до 40.5 кВ. Такая эволюция обычно говорит о накопленном системном опыте, когда понимание идёт не от продажи ?коробки?, а от знания, как эта коробка будет работать в реальных условиях десятилетиями. Их сайт https://www.cdtydq.ru — это, по сути, каталог решений для таких узловых точек сети.
?Начинка?: аппаратура и логика сборки
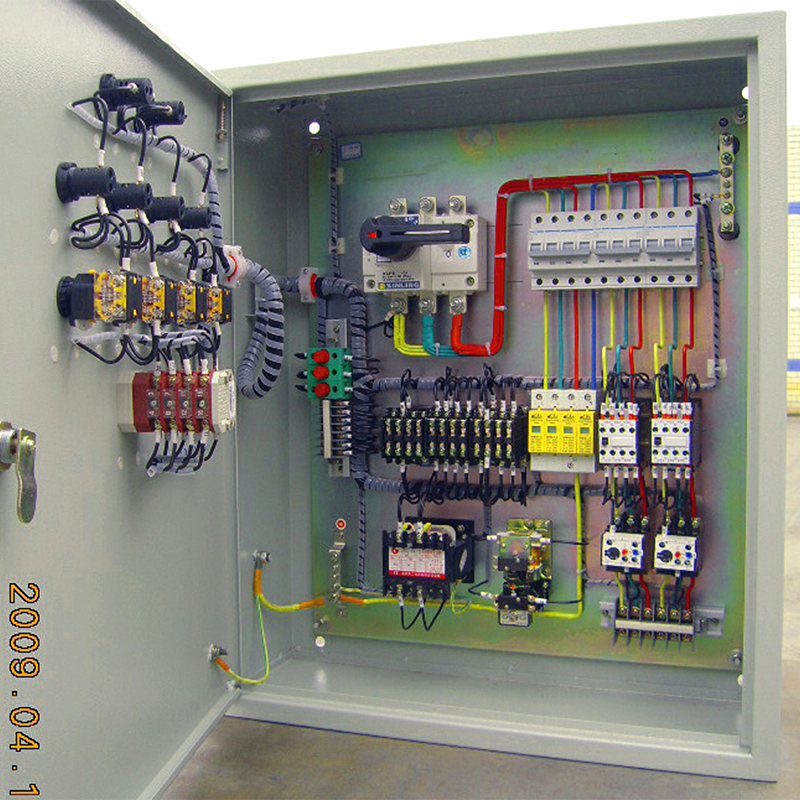
Сердце любой распределительной коммутационной станции — это, естественно, аппаратура. Вакуумные выключатели, разъединители, релейная защита. Тут соблазн сэкономить велик: поставить отечественный аналог вместо импортного выключателя. Иногда это оправданно, но часто — нет. Помню проект для насосной станции, где поставили более дешёвые выключатели. Их механическая износостойкость оказалась ниже, а коммутаций было много. Через два года — отказ, простой, срочная замена. В итоге переплатили втрое.
Сборка главных цепей — это отдельное искусство. Шины должны быть правильно отформованы, заизолированы, с соблюдением воздушных зазоров. Видел сборки, где монтажники, чтобы уложиться в размеры, подгибали шины чуть ли не вплотную к корпусу. Вроде работает. Но при повышенной влажности или запылённости — пробой неминуем. Это не мгновенно, это тихая деградация.
Ещё один критичный момент — система шин. Многие забывают про динамическую стойкость при КЗ. Шина держится на опорных изоляторах, но если расчёт был ?впритык?, то при реальном коротком замыкании её просто вырвет с корнем, устроив внутри камеры короткое замыкание по полной программе. Такие случаи — результат не комплексного подхода, где станция рассматривается как система, а не набор отдельных компонентов.
Вторичные цепи и ?мозги? станции
Тут царство слаботочки, но ошибки здесь фатальны. Неправильно проложенный, незащищённый кабель управления рядом с силовыми шинами — гарантия наводок и ложных срабатываний защиты. Однажды полдня искали причину хаотичных сигналов ?Авария? на щите управления. Оказалось, кабель цепи контроля был уложен в один лоток с кабелями питания вентиляторов. Помехи.
Современные микропроцессорные терминалы защиты — это мощно, но они требуют грамотной настройки. Привезли станцию, подключили, запустили. Всё работает. А через месяц при первом же небольшом перекосе фаз сработала не та уставка, отключилась не та секция. Хорошо, что был персонал на месте. Причина — инженер-наладчик скопировал файл уставок с другого, похожего объекта и забыл подстроить под реальные трансформаторы. Мелочь? Нет, системная ошибка организации процесса пусконаладки.
Именно для комплексного решения таких задач нужен подрядчик, который ведёт проект от эскиза до ввода в эксплуатацию. В описании ООО Чэнду Тайюань Электрическое Полное Оборудование Оборудования как раз указано, что они принимают заказы на проектирование, монтаж и ремонт. Это важный признак: компания готова нести ответственность за весь цикл, а не просто продать ?железо?. Их производственная база в Синьду, с площадью застройки около 35 000 м2, позволяет контролировать и качество изготовления каркасов, и комплектацию, и предварительную сборку.
Монтаж в поле: теория сталкивается с реальностью
И вот станция приехала на объект. Блоки готовы, но монтажная площадка — глина после дождя. Кран не может подъехать. Простой, сорванные сроки. Или зимний монтаж: нужно затягивать болтовые соединения шин с учётом температурного расширения, иначе весной контакт ослабнет, начнёт греться. Таких нюансов нет в учебниках.
Работа с кабельными вводами. Гермовводы должны быть установлены идеально, иначе пыль и влага найдут путь. Частая ошибка — неверный выбор диаметра ввода или материала манжеты под конкретный тип кабельной брони. Потом — течь, борьба с последствиями.
Пуско-наладка — это всегда стресс. Включаем в первый раз под напряжением. Тишина, только гул трансформаторов. Хорошо. Но настоящая проверка — это имитация аварийных режимов. Готовы ли защиты сработать так, как задумано? Иногда выясняется, что датчик тока установлен с неправильной ориентацией или не откалиброван. Это момент истины для всей предыдущей работы.
Эксплуатация: что происходит после сдачи
Сдали объект, подписали акты. Но история распределительной коммутационной станции только начинается. Её нужно обслуживать. А часто в штате заказчика нет грамотных электриков, способных проводить даже визуальный осмотр на предмет коррозии, проверку нагрева контактов тепловизором, обслуживание механизмов выключателей.
Отсюда — деградация. Не смазанный привод разъединителя заклинивает в мороз. Запылённые контакты реле начинают ?залипать?. Это не внезапный отказ, это медленное сползание к нему. Инструкции по ТО часто лежат в столе и никем не читаются.
Поэтому сейчас грамотные поставщики думают не только о продаже, но и о постпродажной поддержке: обучение персонала, сервисные контракты, поставка оригинальных запчастей. Это тот самый подход, который отличает временщика от партнёра на долгие годы. Способность компании, базирующейся в промышленной зоне Синьду, предлагать ремонт — это не просто строчка в рекламе, а понимание жизненного цикла оборудования.
Вместо заключения: мысль вслух
Так что же такое современная распределительно-коммутационная станция? Это не продукт, а процесс. Процесс от грамотного технического задания и выбора надёжного партнёра-производителя, через качественный монтаж и тонкую наладку, до планового грамотного обслуживания. Каждый этап — это возможность допустить ошибку, которая аукнется годами позже.
Выбирая оборудование и подрядчика, я теперь всегда смотрю не на красоту каталога, а на историю компании, на её готовность погрузиться в специфику моего объекта, на наличие собственных мощностей для контроля качества. Потому что в нашей работе мелочей не бывает. Ток не прощает невнимания.
И когда видишь, что производитель, как тот же ООО Чэнду Тайюань Электрическое Полное Оборудование Оборудования, десятилетиями эволюционирует в отрасли, наращивая компетенции от простого к сложному, это вызывает доверие. Значит, они на своей шкуре прошли через эти проблемы с фундаментами, сварными швами и ложными срабатываниями защит. И, что важно, учли этот опыт в своих следующих проектах. А это, пожалуй, главное в нашем деле.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Трансформаторный шкаф в американском стиле
Трансформаторный шкаф в американском стиле -
 Кабельный распределительный шкаф с твердой изоляцией
Кабельный распределительный шкаф с твердой изоляцией -
 Шкаф аварийного электроснабжения EPS
Шкаф аварийного электроснабжения EPS -
 Ландшафтный трансформаторный шкаф
Ландшафтный трансформаторный шкаф -
 Предустановленная кабина
Предустановленная кабина -
 Кабельный распределительный шкаф с воздушной изоляцией
Кабельный распределительный шкаф с воздушной изоляцией -
 Европейский трансформаторный шкаф
Европейский трансформаторный шкаф -
 Взрывозащищенный распределительный шкаф
Взрывозащищенный распределительный шкаф -
 Счетчикный шкаф
Счетчикный шкаф -
 Распределительный шкаф для питания XL-21
Распределительный шкаф для питания XL-21 -
 Вытяжной низковольтный распределительный шкаф GCS
Вытяжной низковольтный распределительный шкаф GCS -
 Экран постоянного тока
Экран постоянного тока
Связанный поиск
Связанный поиск- Распределительный пункт основная страна покупателя
- Отличный передвижной высоковольтный шкаф
- Высоковольтный шкаф ввода для ктп производитель
- Ведущие распределительные устройства для выдвижных ящиков
- Газонаполненный шкаф в металлическом закрытом исполнении поставщик
- Оптовая сборка тумбы
- Щит распределительный встраиваемый 36 производители
- Шкаф OEM среднего монтажа
- Встраиваемая распределительная коробка OEM abb
- Отличный шинопровод